
The fundamental difference between 3-axis, 4-axis, and 5-axis CNC machining lies in the number of degrees of freedom for the cutting tool’s movement relative to the workpiece. Simply put, the more axes a machine tool has, the more complex its operational capabilities become, enabling the processing of increasingly precise and intricate parts.
navigational arrow Base: Understanding CNC axes
Before delving into the distinctions, let’s first understand the two fundamental axes:
- Linear axes (X, Y, Z): These form the foundation of all CNC machining. Imagine them as a three-dimensional coordinate system, where the tool moves linearly along these three directions (left-right, front-back, up-down) to cut the material.
- Rotation axes (A, B, C): These axes are added to the linear axes, allowing the workpiece or tool to rotate and tilt.
- A-axis: rotates around the X-axis.
- X-axis: rotates around the Y-axis.
- X-axis: rotates around the Z-axis.
› Detailed explanation of the three processing methods
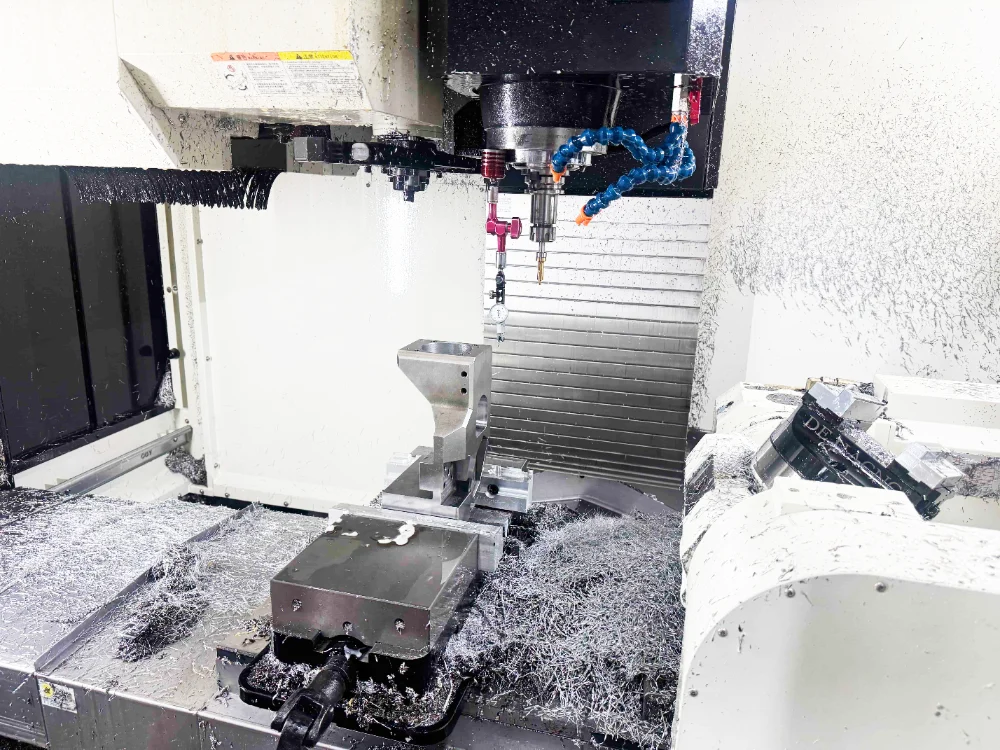
3-axis machining: Fundamental and efficient
Three-axis machining is the most fundamental and common form, comprising only three linear axes: X, Y, and Z.
- Working method: The workpiece remains stationary while the cutting tool moves in three linear directions during machining.
- characteristic :
- Advantages: Simple structure, easy programming, and lowest cost, making it highly suitable for machining planes, drilling holes, and creating simple grooves and contours.
- Limitation: Only one surface can be processed at a time. If multiple surfaces of a part need to be machined, manual re-clamping and re-positioning are required multiple times, which is not only time-consuming but also prone to errors caused by repeated positioning.
- Typical applications: parts with simple geometric shapes such as tablets, brackets, and casings.
4-axis machining: Add a rotational dimension
Four-axis machining adds a rotational axis (typically the A or B axis) to three-axis machining, creating a combination of X, Y, Z axes with an additional rotational axis.
- Working method: The workpiece is mounted on a rotating worktable. In addition to the linear movement of the tool, the workpiece itself can rotate, allowing the tool to contact the side or cylindrical surface of the workpiece.
- characteristic :
- Advantages: Multiple surfaces of a part can be machined in a single clamping operation, significantly reducing the number of clamping cycles and improving efficiency and accuracy. It is particularly suitable for machining cylindrical parts or parts with distinctive side features.
- Limitations: Although it can machine more complex shapes, there are still some machining dead zones, and it cannot perform cutting from any angle like a 5-axis machine.
- Typical applications: cylindrical cams, gears, turbine blades, and parts requiring drilling or milling grooves on the cylinder side.

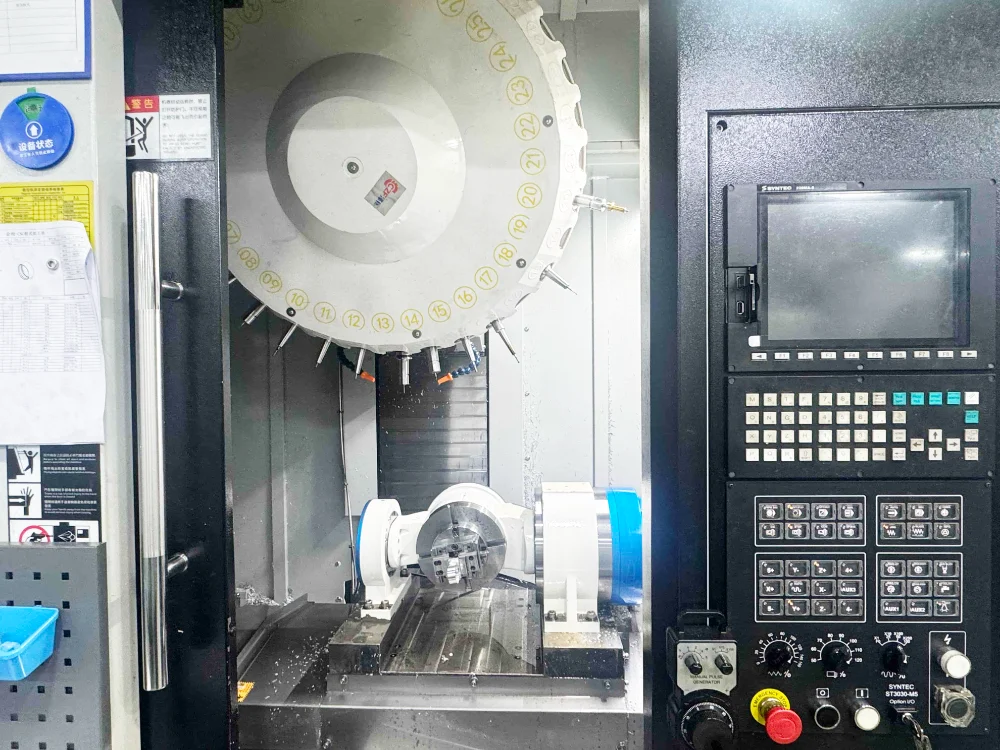
5-axis machining: The ultimate solution for complex parts
Five-axis machining represents the most advanced form, incorporating two additional rotational axes (e.g., A-axis and B-axis, or A-axis and C-axis) in addition to the three linear axes.
- Operating mode: The tool and workpiece can perform complex coordinated movements, allowing the tool to approach the workpiece from almost any angle.
- Features:Versatility
- Advantages: Capable of machining extremely complex free-form surfaces and spatial geometric shapes.
One-step molding: The vast majority of complex parts can undergo machining of all surfaces in a single clamping operation, achieving extremely high precision. Excellent surface quality: By adjusting the tool angle, the optimal cutting point of the tool is consistently utilized during machining, resulting in superior surface finish.
- Limitations: The equipment is expensive, and both programming and operation are highly complex, requiring advanced technical expertise.
- Typical applications: aerospace engine blades, precision medical devices (such as artificial joints), complex molds, and automotive turbocharger impellers.